����ʱ�䣺2016-04-19 10:04 ����˵˵ ��ҪͶ��
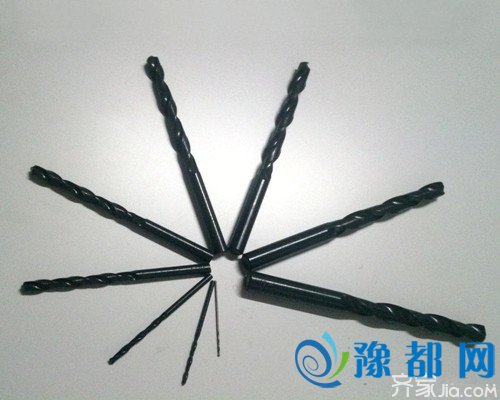
ֱ���黨��ͷ��Ӧ�����Ŀӹ����ߡ�ͨ��ֱ����ΧΪ0.25��80���ס�����Ҫ�ɹ������ֺͱ������ɡ��������������������εĹ��ۣ������黨��������������ܶ����״νӴ�ֱ���黨��ͷ����������˵����ֱ���黨��ͷ�����Ǻ��˽⡣���ģ���������ⷽ������Ļ�����������һ�����˽���ֱ���黨��ͷ�����֪ʶ���ܰɣ�˵����������������Ŷ��

ֱ���黨��ͷ����
ֱ���黨��ͷ��Ӧ�����Ŀӹ����ߡ�ͨ��ֱ����ΧΪ0.25��80���ס�����Ҫ�ɹ������ֺͱ������ɡ��������������������εĹ��ۣ������黨�����������
ֱ���黨��ͷ���
�黨�갴�书�ܵIJ�ͬ�����Է�Ϊ�����֣�
1.�����ͷ�Ϲ�װ���õIJ��֣������Դ����������Ķ�����ת�غ�����������
2.�꾱 λ�ڵ�������֮��Ĺ��ɲ��֡�ͨ������ɰ���˵��õĿյ��ۡ�
3.���� ��ͷ�Ĺ������֡����������֣�����⣩�͵�����ɡ�
ֱ���黨��ͷ���
ֱ���黨��ͷ��һ���Ϊ��������꣬����ֻҪ���������ֺ�С���������λ�������еģ�����10.0 ??10.2 ??10.25�����꣬��Ҫ���1/8��9/64��5/32��11/64��3/16��13/64��7/32��15/64��1/4��17/64��9/32��5/16��21/64��11/32��23/64��3/8��25/64��13/32��27/64��7/16��29/64��15/32��31/64��1/2������֮���һЩ�����꣬���緭���꣬һЩ���ݿͻ�Ҫ�������ķDZ���!

ֱ���黨��ͷ����
Ϊ�˼�С���ʱ������ױڼ��Ħ����ֱ���黨��ͷ����������������Сֱ���ʵ�״��ֱ���黨��ͷ����������ҪӰ����������ǰ�ǵĴ�С���а�ǿ�Ⱥ���м���ܣ�ͨ��Ϊ25°��32°��
�����ι��ۿ���ϳ����ĥ�����������ȼ�ѹ�ȷ����ӹ�����ͷ��ǰ�˾���ĥ���γ��������֡���ֱ���黨��ͷ���������ֶ���Ϊ118������б��Ϊ40°��60°,���Ϊ8°��20°��
���ڽṹ�ϵ�ԭ��ǰ������Ե�������м���С�����д�Ϊ��ǰ�ǣ��ɴ55°���ң�������ʱ��ѹ���á�Ϊ�˸���ֱ���黨��ͷ���������ܣ��ɸ��ݱ��ӹ����ϵ����ʽ�����������ĥ�ɸ������Σ���Ⱥ�꣩��
ֱ���黨��ͷ�ı�����ʽ��ֱ���������֣��ӹ�ʱǰ�������ͷ�У����߲��ڻ��������β�������С�һ��ֱ���黨��ͷ�ø��ٸ����졣�⺸Ӳ�ʺϽ�Ƭ��ݹڵ�ֱ���黨��ͷ���ڼӹ���������Ӳ�ֺͷǽ������ϵȣ�����Ӳ�ʺϽ�Сֱ���黨��ͷ���ڼӹ��DZ������ӡˢ��·��ȡ�
ֱ���黨��ͷά������
1���������ּ�ʱ���뱣֤��ֵ���ȴ����ʹ�ý�������Һ��
2�����õ���˸����뵼���϶�������ľ��ȼ���ͷ��������
3����ȷ�������빤��֮���ƽ������ࡣ
4���걡��ʱ��Ҫ�������ӹ̣��������ʱ���뱣֤�������ȹ̡�
5�������ʼ�����ʱ��������Ӧ����1/3��
6��������ʱ���ִ���ϸС��δ�IJ��ϣ�����������ͭ�ȣ����Բ�ʹ����ȴҺ��������ѹ������������м��
7���뼰ʱ��������������ϵ���м���Ա�֤��м˳����
ֱ���黨��ͷ�����黨��ͷ������
һ��ֱ��13mm���ϵľ��������黨�꣬���µľ���ֱ���ġ���Ҫ�ǿ���װ�з����Ҫ���㹻�ļн�����С����ͷ���������Dz�����ģ���������ֱ����
�䱸ҡ����Ŀ϶�������ͷ��Ҫ���С�����һ����Ī�������DZ���ġ���3��Ī���������ͷҲҪ��һֻ����ͷ��0-13��2-16�Ķ����ԣ���������굽1mm���µĿף���2-16�����ͷ�ȽϺã�������ֱ�����黨�꣬˿֮�ࣩ��
���ͷҪ��ר��İ��֣�һ�㶼�м�ͷ�ף���������Ī����Ҫ����һ�����������ⶫ��һ�����ƶ������ˡ�
�༭�ܽ���Ͼ���ֱ���黨��ͷ�����黨��ͷ���������ؽ��ܣ�ϣ���ܹ����������ⷽ������������ǣ������˽���������Ѷ���������ע������վ�����������ָ��ྫ�����ݡ���Ҳ����������̳�������������ǵIJ�ƷŶ��
��ֱ���黨��ͷ�����黨��ͷ������������������-ԥ�����ṩ��ת����ע��������http://jiaju.yuduxx.com/jcxg/377488.html��лл������
ԥ������Ȩ����������
1��δ��ԥ���������¼�Ʊ��������ɣ��κ��˲��÷Ƿ�ʹ�ñ������а�Ȩ��Ʒ��
2������ת������ý��֮������Լ����û������ϴ�����Ʒ��������������ͬ��۵�Ͷ�����ʵ�Ը���
3��������Ʒ��Ȩ�������������ϵ����������ȷ�Ϻ���24Сʱ���Ƴ�����������ݡ�