����ʱ�䣺2016-04-17 10:43 ����˵˵ ��ҪͶ��
��ͷ�������ճ��������DZȽϳ����ģ�������ͷ�ߴ�ܶ��˿��ܾͲ�֪���ˡ���ͷ��һ����ת��ͷ�������������Ĺ���,һ����̼��SK,����ٸ�SKH2, SKH3�Ȳ��Ͼ�ϳ�ƻ�����پ����,�ػ��ȴ�����ĥ�ƶ���,���ڽ���������������֮��ӹ�,����ʹ�÷�Χ����,���������괲��������ϳ��,�ֵ���ȹ�����ʹ�á��������ֲ�Ʒ�����ڲ������˵Ļ������Ǻ������⡣�ر��Ƕ�����ͷ�ߴ����Ӳ�֪�������ԣ�������������⣬���Ǿ����˽�����ͷ�ߴ������ͷ�ķ��࣬ϣ���ܹ����������ⷽ������������ǣ�
��ͷ����
A�����������
(1)������ʽ��ͷ���궥�������������ͬһ��������������ɡ�
(2)���˺�ʽ��ͷ���궥��λ��̼���ﺸ�Ӷ��ɡ�
B�������ķ���
(1)��ֱ����ͷ����ͷֱ����ψ13.0mm���£��Բ���ֱ����
(2)������ͷ����ͷ��Ϊ��״��һ�����Ⱦ�����Ī���ȡ�
C������;����
(1)��������ͷ��һ���������ǰ�����ĵ��ã�ǰ������60°, 75°, 90°��,������ҵʱΪ����β��֧,��Ӧ����60°�������복��β������60°����ϡ�
(2)���黨��ͷ: Ϊ��ҵ������ʹ����㷺��һ����ͷ,����һ��ʹ�õľ����黨��ͷ��
(3)����Ӳ��ͷ: ����֮ǰ�˻�ȫ���Գ�Ӳ�Ͻ߲����Ƴ�,ʹ���ڼӹ�����֮��ӹ���
(4)���Ϳ���ͷ: ����������С��,����������С�������в���,�Դ�����������м,ʹ�ô���ͷһ�㹤������ת,����ͷ��ֹ��
(5)�������ͷ:��������ǹ�ܼ�ʯ����֮��ӹ�,�ֳ�Ϊǹ����ͷ�������ͷΪһֱ����,��һԲ�����г��ķ�֮һǿ�IJ����Բ����п���м��
(6)����ͷ�µ�: Ϊ�˴�������֮��Ҫ,��ǰ��Ϊ��ͷ,���Ϊ�µ�,��ͷֱ����µ�ֱ��ֻ��¿�֮ԣ����,Ҳ����ͷ���ݹ�˿���ʹ��,���ֳ�Ϊ�����ͷ��
(7)������ͷ: ���ӹ�ģ�߽��Ͽ�ʱ,��ʹ������ͷ��
(8)��Բ������ͷ: ���dz���Ϊ��ͷϳ��,������ͷǰ����һֱ����С֮���ֳ�Ϊ���ˡ�
(9)��Բ����ͷ: Ϊ����Բ��֮��,��ǰ�˽Ƕ���90°,60°�ȸ���,����ʹ�õĵ��ǵ�����Բ����ͷ��һ�֡�
(10)��������ͷ: һ�ֵ�����ʹ��֮��ͷ,������Ƴ�������֮��,ʹ��ͷ��ȷʵ�̶���ͷ��

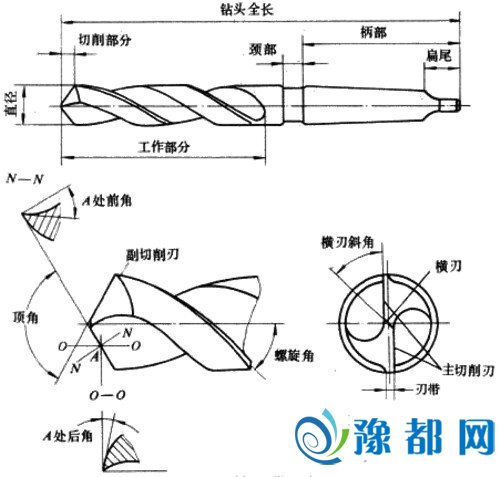
��ͷ�ߴ���
1����ͷ�ij��Ⱥ�ֱ��֮��Խ��Ȼ����ͷ�������������ӡ�������һ�����Լ�С�����ȣ����Լ�С���������Ӷ�������ͷ�۶ϺͿ����Ӵ��ڽ��н���Ŀ�Ҫ����ͷ����нϴ�ij����ȡ�һ������3��ֱ������“���”������Ŀ���һ�㶼Ҫ��������ȡ�
2�����ֱ��Ϊ3.175mm����ͷ�ӹ�����31.75mm�Ŀף�������Ӧ�ôﵽ�ȴ�10:1;��ֱ��Ϊ0.508mm����ͷ�ӹ�����25.4mm�Ŀף��䳤���ȴﵽ50��1�����ԣ�������ͷֱ����С�ʹ��Ե����ӣ�Ȼ���ڽ�������ʱ���Ϊ�����ܶ�����ĸ�Դ����������ͷ�Ĵ��ԣ���Ҫ�ڵ������Ӳ�Ⱥ�����֮�����Ȩ�⡣
ֱ����ͷ��ͷֱ��������
Ҏ��С����������ȫ�L����С�����L��������
M3����3.4����6.5����65����13����6.5
M4����4.5����8.0����75����18����8
M5����5.5����9.5����85����22����9.5
M6����6.6����11.0����90����25����11
M8����9.0����14.0����100����28����12
M10����11.0����17.5����110����30����12
M12����14.0����20.0����115����32����12

��ͷ��;������
1��������ͷ��һ���������͵���ͷ�������ǰ�����ĵ��ã�ǰ������60°, 75°, 90°��,�ڽ��г�����ҵʱΪ����β��֧,��Ӧ����60°�������복��β������60°����ϡ�
2���黨��ͷ: ������ͷ�ڹ�ҵ������ʹ����㷺��
3����Ӳ��ͷ: ��������֮ǰ�˻�ȫ���Գ�Ӳ�Ͻ߲����Ƴ�,���ԣ�һ�����ڼӹ�����֮��ӹ���
4���Ϳ���ͷ: �������������С��,����������С�������в���,�Դ�����������м,ʹ�ô���ͷһ�㹤������ת,����ͷ��ֹ��
5�������ͷ:�����ͷ��������ǹ�ܼ�ʯ����֮��ӹ�,�ֳ�Ϊǹ����ͷ�������ͷΪһֱ����,��һԲ�����г��ķ�֮һǿ�IJ����Բ����п���м��
�༭�ܽ���Ͼ��DZ���ͷ�ߴ�����Щ ��ͷͼƬ���͵���ؽ��ܣ�ϣ���ܹ����������ⷽ������������ǣ������˽���������Ѷ���������ע������վ�����������ָ��ྫ�����ݡ���Ҳ����������̳�������������ǵIJ�ƷŶ��
������ͷ�ߴ�����Щ ��ͷͼƬ���͡�������������-ԥ�����ṩ��ת����ע��������http://jiaju.yuduxx.com/jcxg/375971.html��лл������
ԥ������Ȩ����������
1��δ��ԥ���������¼�Ʊ��������ɣ��κ��˲��÷Ƿ�ʹ�ñ������а�Ȩ��Ʒ��
2������ת������ý��֮������Լ����û������ϴ�����Ʒ��������������ͬ��۵�Ͷ�����ʵ�Ը���
3��������Ʒ��Ȩ�������������ϵ����������ȷ�Ϻ���24Сʱ���Ƴ�����������ݡ�